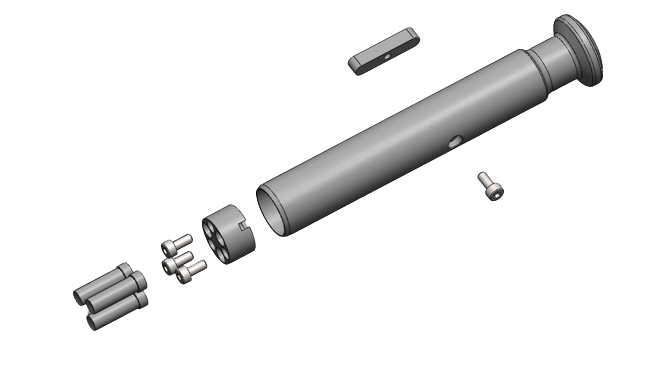
Tooling Design
Yener Kalip offers EU, TSM or any other type of tooling according to Customer needs.

EU or TSM Tooling
Yener Kalip offers EU, TSM or any other type of tooling according to Customer needs. TSM tooling specifications are reference from U.S. tooling manufacturing standards for tablets and tablet tooling.
EU standard tool configurations are not published by an organization or association. It is the most common tooling configuration used outside the U.S.
Head design,inside head angle, overall head thickness and overall punch length are some of differences between TSM and EU tooling.
COMMON TOOLING OPTIONS THAT WE CAN OFFER
Domed Heads
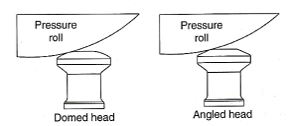
The domed head configuration is adaptable to both the upper and lower punch and maintains the identical top head Radius and head flat as the “Eurostandard”.It is an option only for the TSM head configuration and is compatible fwith the American TSM cams.
Extended Head Flat
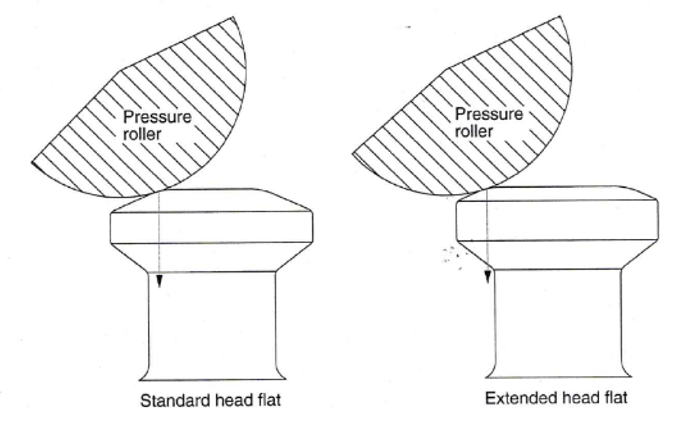
Some tool manufacturers provide larger head flat.Advantage of that head profileis to increase the tablet press output and/or to increase the dwell time of compression.On the other hand posibility of head fracturing is disadvantage of extended head flat.
Bakalite Relief and Double Deep Relief
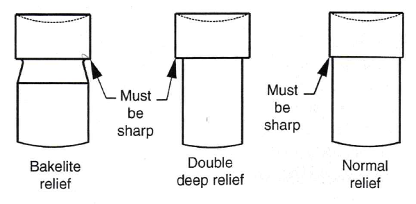
It is important to maintain a sharp edge around the lower punch tip relief. A sharp edge assists with the pull down cycle of the lower punch after tablet ejection.If residual product is adhered to die wall, the sharp tip relief of lower punch will help die clean.This option also avoidsexcessive heat because of product between punch tip and die wall.
Short Lower Punch Tip Straight
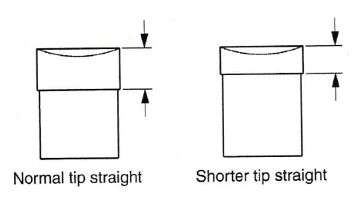
The lower punch tip creates a tremendous amount of friction as it travels the full length of the die.When compressing sticky products or products with low melting point, the friction created by the lower punch tip can cause lower punch binding.Reducing the bearing surface of the lower punch will reduce friction allowing the punch to travel easier in the die and reduce operating temperatures.
Punch-Barrel Chamfers
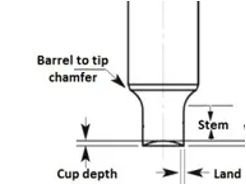
Punch-barrel chamfers are required on punches used with presses fitted with rubber or plastic guide seals.The barrel chamfer has an advantage over the common break edge for these press models If we force the punch past the seal can cause damage to the seals and this will caouse lubrication leaks.
Mirror finished head & neck
The head is the end part of a punch that guides it through the cam track of the compression machine and neck is an area between head and barrel,which provides a path fort he cam.The inside head angle shouldn’t be warned out because of friction on cam, it should be smooth and flathead should be smooth.Mirror finished head&neck helps to keep them smooth.
Tapered Dies
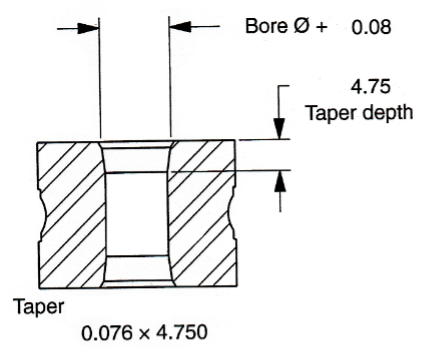
A die can be tapered on one side or on both side, has many advantages.The biggest advantage is to exhaust trapped air in the product as the upper punch enters the die at the beginning of the compression cycle (especially for deep-cup punches,fluffy granulation and high speed presses).Also with tapred dies provide the ability to compress a harder tablet with the same amount of pressure. Tapered dies reduce stressthat can cause capping and laminating.
Undercut Dies
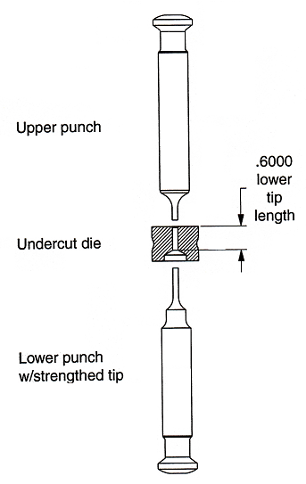
: For medium- and large-sized tablets, the maximum compression force rating is relative to the tablet’s overall size and the curvature of the cup. For very small tablet sizes (typically ≤5/32 in. or 4 mm), however, the maximum force rating is determined by the propensity of the lower punch tip to bend or buckle, which is proportional to the tip length. Undercut dies allow for the use of shortened and thus strengthened lower punch tips, increasing the maximum permissible force and achieving the desired tablet hardness. While this process can yield more favorable production outcomes, using it requires the press to be equipped with shallow fill cams and effective lower punch retainers.